
Why liquid Tank Mixer Matters in Chemical Processing
In chemical engineering, mixing is a fundamental unit operation that dictates the success of a process. A robust industrial liquid tank mixer provides several critical functions. Chemical working conditions are far more complex than ordinary water-based mixing scenarios. Raw materials are often corrosive, volatile, flammable, high-viscosity, or easy to precipitate. Ordinary mixers are prone to shaft shaking, blade corrosion, dead-angle mixing, motor burnout, and even safety accidents after a short period of use. Standard industrial liquid tank mixers are professionally optimized for chemical harsh environments to fully meet production and safety dual standards.
Avoid Common Production Losses Caused by Poor Mixing
Many chemical enterprises ignore the matching degree of mixers, resulting in invisible production losses every day. Insufficient mixing uniformity will lead to inconsistent chemical reaction degrees, unqualified finished product indexes, increased waste material rate, and repeated rework processing. Long-term sedimentation of solid-phase raw materials at the bottom of the tank will cause material waste, difficult tank cleaning, and increased manual maintenance costs. Unstable equipment operation will also lead to frequent shutdowns, disrupting the continuous production rhythm of the chemical workshop and delaying delivery cycles.
Core Advantages of Chemical Specialized Tank Mixers
The durability and mixing performance of industrial liquid tank mixers depend entirely on structural design and manufacturing materials. Chemical processing equipment must prioritize corrosion resistance, high temperature resistance, sealing performance, and load-bearing stability to adapt to long-term non-stop operation of chemical tanks.
Main Mechanical Configuration
Main Mechanical Configuration
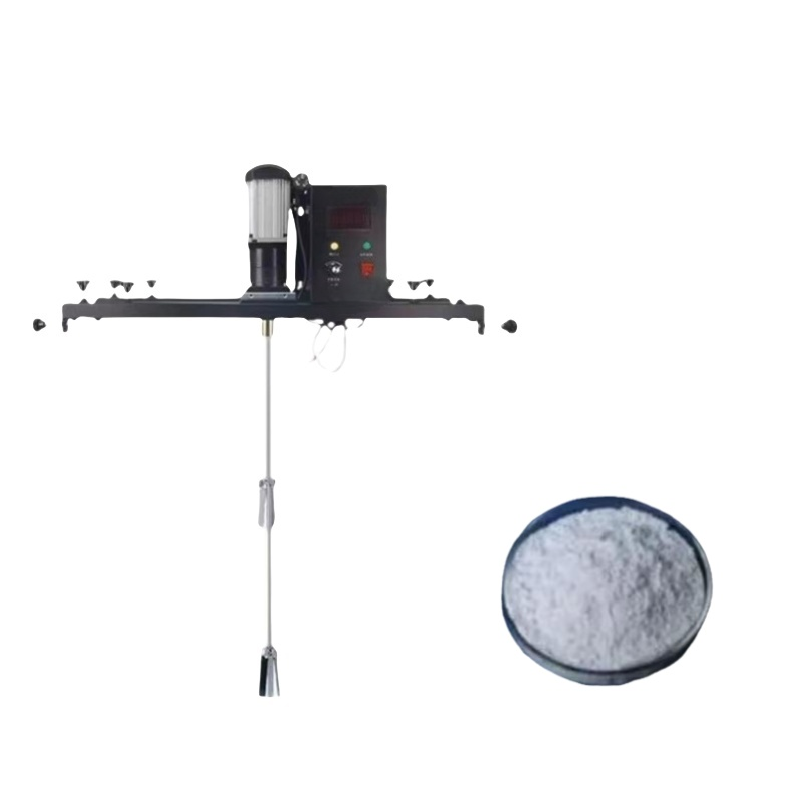
The whole set of equipment includes frequency conversion drive motor, high-precision reducer, integrated anti-corrosion mixing shaft, multi-type combined impellers, mechanical sealing assembly, and standard tank mounting bracket. The motor supports stepless speed regulation, which can flexibly switch low-speed high-torque stirring and high-speed circulating mixing according to different chemical material viscosity and process requirements. The reducer runs with low noise and low wear, ensuring stable torque output and avoiding shaft breakage and shaking during high-load operation.
Anti-Corrosion & Safety Material Selection
All parts in contact with liquid materials are made of 304/316L stainless steel or lined with anti-corrosion polymer material, which can resist acid, alkali, salt water, organic solvent and other corrosive media, and will not rust, peel or pollute chemical raw materials. The mechanical seal adopts multi-layer composite sealing ring, which is leak-proof and volatile-proof, effectively preventing harmful chemical liquid leakage and gas overflow, protecting workshop operation safety, and meeting environmental protection discharge and workshop safety inspection standards.
Main Application Scenarios in Chemical Processing Industry
Industrial liquid tank mixers are widely used in the whole upstream, middle and downstream links of fine chemical industry, basic chemical industry, new material processing and chemical environmental protection treatment. It can perfectly match various open-type and sealed pressure-bearing chemical tanks to meet diversified process production needs.
Raw Material Blending & Homogenization
In the pre-production stage of chemical products, various liquid solvents, chemical additives, liquid monomers and auxiliary materials need to be precisely proportioned and fully blended. This liquid tank mixer quickly homogenizes multi-component liquids, eliminates local concentration differences, ensures stable subsequent reaction foundation, and avoids batch quality deviation of chemical products caused by uneven raw material mixing.
Chemical Reaction Accelerating & Temperature Balance
In the reaction kettle and storage tank, continuous stirring can strengthen the contact area between chemical molecules, accelerate the synthesis, neutralization, dilution and complexation reaction speed, and shorten the production cycle. At the same time, it can balance the internal temperature of the tank, avoid local overheating leading to material deterioration or dangerous side reactions, and improve the safety and controllability of the chemical reaction process.
Solid-Liquid Suspension & Anti-Sedimentation Treatment
Many chemical slurries, powder-liquid mixtures and catalyst mixed liquids are easy to precipitate and layer statically. The industrial liquid tank mixer continuously circulates and stirs to keep solid particles evenly suspended in the liquid phase, maintain uniform concentration of mixed materials at all times, ensure the normal progress of catalytic reaction and slurry transportation, and reduce the difficulty of tank bottom cleaning and material waste.
Chemical Wastewater & Environmental Protection Pretreatment
In chemical wastewater treatment workshops, liquid tank mixers are used for dosing and mixing flocculants, neutralizing acid-base wastewater, homogenizing water quality, and stirring and precipitating sludge. It helps chemical enterprises meet environmental protection discharge standards, improves wastewater treatment efficiency, and reduces the operating cost of environmental protection equipment.

Performance Advantages of High-End Industrial Liquid Tank Mixer
Compared with ordinary small mixers on the market, industrial liquid tank mixers specially designed for chemical processing have obvious comprehensive advantages in energy saving, safety, stability and later maintenance, and are more suitable for long-term continuous industrial production.
Explosion-Proof & Full Safety Compliance
Optional full explosion-proof motor and explosion-proof electrical control box, which meet the explosion-proof grade requirements of flammable and explosive chemical workshops. No electric spark is generated during operation, effectively avoiding safety accidents such as combustion and explosion caused by volatile chemical gas, and fully adapting to high-risk chemical production sites.
Energy-Saving Frequency Conversion & Low Operating Cost
Equipped with high-efficiency frequency conversion energy-saving motor, automatically adjust power and speed according to material viscosity and tank volume. Compared with fixed-speed ordinary liquid tank mixers, it can save more than 30% of electric energy in long-term operation. The whole machine has low failure rate, few wearing parts, simple later maintenance, no frequent shutdown and replacement of parts, and effectively reduces the comprehensive operation cost of the production line.
No Dead Angle Mixing & High Yield
The impeller structure is optimized by fluid dynamics, with strong axial circulation and radial shearing force. liquid tank mixer covers the full range of the tank body from top to bottom, no material accumulation at the tank bottom, no laminar flow dead zone, uniform mixing of the whole tank materials, stable product quality, effectively reducing the defective rate and rework rate, and directly improving the economic benefits of chemical production.
How to Choose the Right Industrial Liquid Tank Mixer for Chemical Tanks
Selecting a matching liquid tank mixer according to actual working conditions is the key to ensuring long-term stable operation. Blindly purchasing low-power or non-corrosion-resistant models will lead to frequent failures and affect production progress.
Confirm Tank Volume, Liquid Depth & Viscosity
First, clarify the effective volume of the chemical tank, the actual liquid storage depth, and the viscosity range of the mixed medium. Low-viscosity solvents can choose medium and high-speed circulating impellers; high-viscosity chemical pastes need low-speed high-torque thickened blades to ensure sufficient stirring power without shaft overload.
Select Material & Explosion-Proof Grade According to Medium
For strong acid and strong alkali corrosive materials, prioritize 316L stainless steel or anti-corrosion lining structure; for flammable, volatile and alcoholic chemical materials, must choose explosion-proof motor and fully sealed configuration; for food-grade auxiliary chemical raw materials, use sanitary seamless stainless steel structure to ensure no sanitary dead angle.
Determine Installation Method & Speed Requirements
According to the tank opening design, choose top-mounted vertical installation, side-mounted horizontal installation or mobile portable installation. Conventional blending processes match conventional fixed speed; multi-process switching production must choose frequency conversion speed regulation model to flexibly adapt to different production links and improve equipment versatility.
Simple Daily Maintenance to Extend Mixer Service Life
Correct daily maintenance can double the service life of the industrial liquid tank mixer, reduce failure shutdown time, and ensure uninterrupted operation of the chemical production line. The maintenance operation is simple and labor-saving, and does not require professional complex operation.
Regularly check the tightness of the mixing shaft connecting bolts to avoid shaft deviation caused by loose parts; regularly replenish lubricating oil for the reducer to reduce gear wear; clean the residual chemical attachments on the surface of the impeller after each batch of production to avoid long-term corrosion of the blade; regularly test the sealing performance of the mechanical seal to prevent liquid leakage; check the motor heat dissipation and circuit safety every week to ensure stable power output.


