
When it comes to transferring viscous liquids in hygienic industries—such as food & beverage, pharmaceuticals, and cosmetics—choosing the right pump is critical. Viscous fluids, from thick sauces and dairy creams to pharmaceutical gels and cosmetic lotions, require a pump that offers gentle handling, sanitary design, and reliable performance. The stainless steel sanitary rotary lobe pump stands out as the ideal solution, combining corrosion resistance, hygienic compliance, and the ability to handle high-viscosity materials with ease.
What Is a Stainless Steel Sanitary Rotary Lobe Pump?
A stainless steel sanitary rotary lobe pump is a positive displacement pump designed specifically for hygienic applications, constructed with food-grade or pharmaceutical-grade stainless steel (typically 316L) to meet strict industry standards. Unlike centrifugal pumps that struggle with high viscosity, rotary lobe pumps use two synchronized, non-contacting lobes (or rotors) to trap and move fluid through the pump chamber—making them perfect for thick, viscous liquids and even those containing small solids.
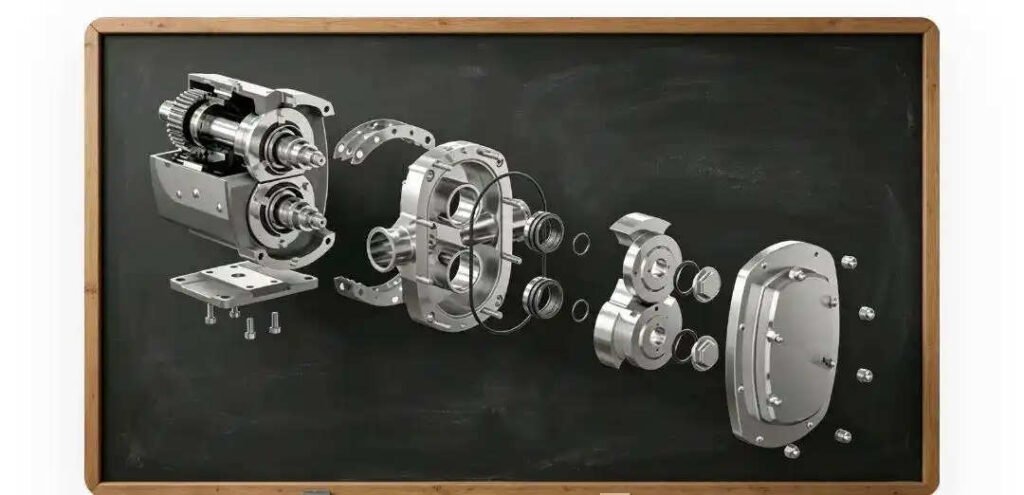
Key Components of a Sanitary Rotary Lobe Pump
Every part of the stainless steel sanitary rotary lobe pump is engineered for hygiene, durability, and performance, especially when handling viscous fluids:
- Stainless Steel Construction: 316L stainless steel is used for the Sanitary rotary Lobe Pump body, rotor, and wetted parts. This material is corrosion-resistant, easy to clean, and compliant with FDA, 3A, and EHEDG standards—critical for hygienic industries.
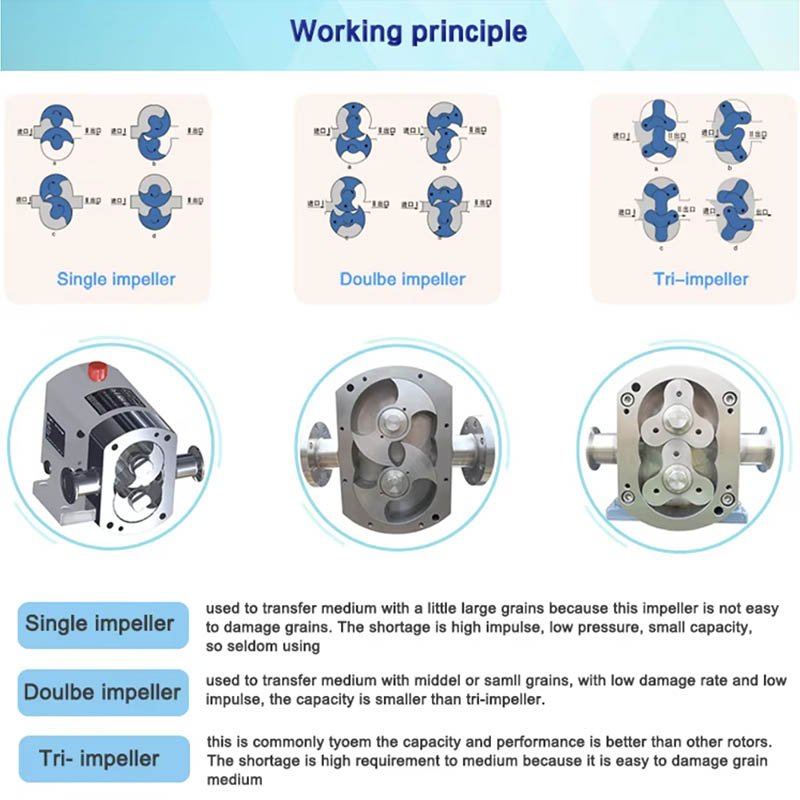
- Synchronized Lobes/Rotors: Two or more lobes (usually 2 or 3) rotate in opposite directions, creating a vacuum that draws fluid into the chamber. The lobes do not touch each other or the pump housing, eliminating metal-to-metal contact and reducing shear.
- Hygienic Seals: Food-grade elastomers (EPDM, FKM, or PTFE) are used for seals to ensure compatibility with viscous liquids and prevent leakage. These seals are easy to replace and meet FDA requirements.
- CIP/SIP Capability: Most models feature clean-in-place (CIP) and steam-in-place (SIP) designs, allowing for easy cleaning without disassembling the pump—essential for maintaining hygiene in continuous production.
Why Stainless Steel and Sanitary Design are Non-Negotiable
For industries where purity, cleanliness, and corrosion resistance are critical, the construction materials and design of the pump are just as important as its pumping mechanism.
The Superiority of Stainless Steel (AISI 316L)
- Corrosion Resistance: Type 316L stainless steel offers excellent resistance to a wide range of chemicals, acids, and caustic cleaning agents, ensuring a long pump life even in harsh processing environments.
- Hygiene & Cleanability: Its non-porous surface prevents bacterial harborage and is easy to clean and sterilize.
- Product Integrity: It is inert and will not react with or taint food, pharmaceutical, or cosmetic products, preserving flavor, potency, and quality.
Defining Sanitary (Hygienic) Design
A true Sanitary rotary Lobe Pump adheres to strict standards (such as 3-A, EHEDG, FDA CFR 21) and incorporates features that prevent contamination:
- Polished Surfaces: Internal surfaces have a high-finish Ra (roughness average) value (e.g., < 0.8 µm), creating a smooth, easy-to-clean interior.
- Sealless or Sanitary Seals: Options include mechanical seals with CIP (Clean-in-Place) capabilities or magnetically coupled drives that eliminate the need for a shaft seal, removing a major contamination risk.
- Quick-Disconnect Clamps: Sanitary fittings like Tri-Clamp allow for fast, tool-free disassembly for manual cleaning, inspection, and maintenance.
- Drainability: The Sanitary rotary Lobe Pump is designed with no dead legs or areas where product can stagnate.
How Does a Sanitary Rotary Lobe Pump Handle Viscous Liquids?
Viscous liquids (with a viscosity of 100 cP or higher, such as honey, chocolate, or pharmaceutical creams) require a pump that can generate consistent flow without damaging the product. The rotary lobe design excels here for three key reasons:
1. Positive Displacement for Consistent Flow
As a positive displacement pump, the sanitary rotary lobe pump moves a fixed volume of fluid with each rotation of the lobes. This means flow rate remains consistent regardless of changes in pressure or viscosity—unlike centrifugal pumps, which lose efficiency as viscosity increases. For viscous liquids, this ensures predictable, reliable transfer, even over long distances.
2. Low Shear, Gentle Handling
Viscous liquids often have delicate structures (e.g., emulsions, suspensions, or active pharmaceutical ingredients) that can be damaged by high shear forces. The non-contacting lobes of a rotary lobe pump create a smooth, low-shear flow, preserving the integrity of the product. This is crucial for applications like transferring yogurt, cosmetic lotions, or antibiotic suspensions, where product quality is non-negotiable.
3. Self-Priming and Reversible Flow
Viscous liquids are prone to pooling and difficult to prime with other pumps. Sanitary rotary lobe pumps are self-priming, meaning they can draw fluid into the pump without manual priming—saving time and reducing downtime. They also offer reversible flow, which is useful for flushing lines or emptying tanks, a common need when handling thick fluids.
Selecting Your Sanitary Lobe Pump
Sanitary Standards
Ensure the pump is certified to FDA, 3A, and EHEDG standards—critical for food, pharmaceutical, and cosmetic applications. Look for crevice-free design and CIP/SIP capability.
Material Compatibility
Check that the pump’s wetted parts (stainless steel 316L) and seals (EPDM, FKM, PTFE) are compatible with your viscous liquid. For example, EPDM seals work well with aqueous viscous liquids, while FKM is better for oil-based products.


