
The Advantages: Key Pros of Rotary Lobe Pumps
Rotary lobe pumps are celebrated fortheir versatility and gentle handling.Here’s a breakdown of their mostsignificant benefits.
Gentle Handling of Shear-Sensitive Products
Why it matters: Many products in the food, beverage, pharmaceutical,and cosmetic industries are damaged by aggressive mechanical action. High shear can break down emulsions,damage cell structures in bio processing, or alter the texture of products. How lobe pumps excel: The pump’s design creates a gentle, rolling and lifting motion. The product is not squeezed or crushed between contacting parts, making it ideal for:
- Yogurt, cream, and dessertproducts *Fruit concentrates with delicateparticulates *Cosmetic creams and lotions
- Pharmaceutical slurries andcell cultures
- Latex and polymer solutions
Excellent Suction Capabilities and Self-Priming
Why it matters: Rotary Lobe Pumps that struggle with suction require flooded suction conditions or additional equipment, complicating system design and operation. How rotary lobe pumps excel: Rotary lobe pumps have strong dry-priming and suction lift capabilities. They can handle viscous fluids and even entrained gases without losing prime, simplifying installation and allowing for more flexible piping layouts. This makes them suitable for applications like unloading tanker trucks or drawing product from drums.
High Efficiency with Viscous Fluids
Why it matters: Centrifugal pumps lose efficiency dramatically as fluid viscosity increases, requiring more power and often larger equipment. How lobe pumps excel: As positive displacement pumps, lobe pumps become more efficient with higher viscosity. Their flow rate is relatively consistent regardless of discharge pressure (within design limits), making them the go-to choice for pumping:
- Sugars and molasses
- Chocolate and pastry fillings
- Soaps and greases
- Adhesives and paints
- Slurries and sludges
Reversible Flow and Dry Running Tolerance
Why it matters: CIP (Clean-in-Place) processes require flow reversal. Accidental dry running can destroy pump internals.
How lobe pumps excel:
- Reversibility: Simply reversing the direction of rotation reverses the flow direction. This is invaluable for recirculation, tank mixing, and efficient CIP/SIP (Steam-in-Place) cycles without modifying piping.
- Dry Running: While not designed for prolonged dry operation, the non-contacting rotors allow them to withstand dry running for short periods better than many other PD pumps (like gear or screw pumps), reducing the risk of catastrophic failure during a momentary loss of suction.
Easy Maintenance and Hygiene
Why it matters: Downtime is expensive, and in regulated industries, cleanability is non-negotiable.
How lobe pumps excel:
- Quick Servicing: Many models feature a clamped or bolted cover plate and a cartridge-style mechanical seal, allowing the entire rotor assembly to be removed without disturbing the pipework or drive motor. This reduces mean time to repair (MTTR).
- Sanitary Design: Models for food and pharma (3-A, EHEDG, FDA compliant) offer polished surfaces, minimal dead zones, and full drainability. They can be easily disassembled for manual cleaning and inspection.
Ability to Handle Abrasives and Solids
Why it matters: Rotary Lobe Pumps that can’t handle abrasives wear out quickly; pumps that clog with solids cause constant downtime.
How rotary lobe pumps excel: With large clearances and robust rotor materials (like hardened metals or wear-resistant coatings), lobe pumps can handle moderately abrasive fluids and fluids with small suspended solids. Special “large cavity” designs are available for products with larger particulates, such as:
- Wastewater sludge
- Pulp and paper stock
- Food products with berries or chunks
- Ceramic glazes

The Disadvantages: Key Cons of Rotary Lobe Pumps
No technology is perfect. Understanding the limitations of rotary lobe pumps is crucial for making an informed decision.
Pulsating Flow (Compared to Other PD Pumps)
The Issue: While smoother than piston pumps, rotary lobe pumps do produce a slight pulsation in flow, especially with two-lobe designs. This can cause vibration, pressure fluctuations, and measurement inaccuracies in sensitive processes.
Mitigation:
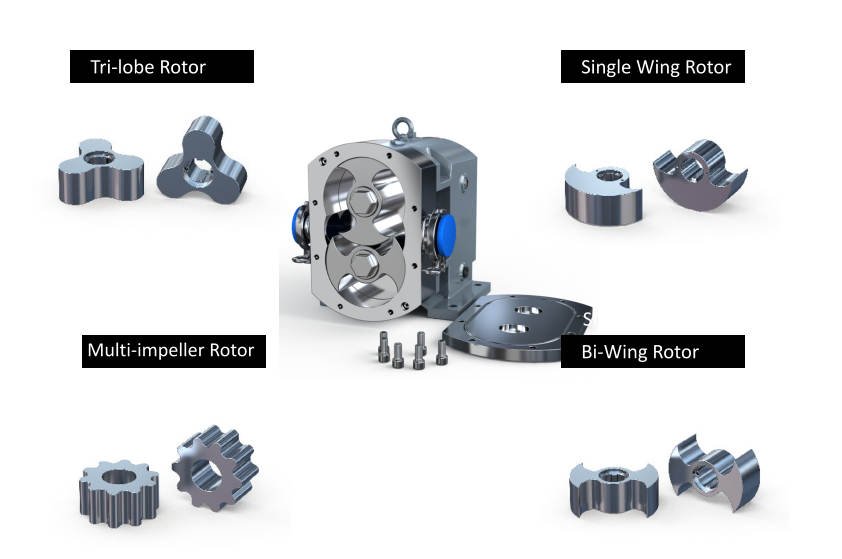
- Opt for three-lobe rotors , which provide a smoother flow with less pulsation.
- Install pulsation dampeners or accumulators on the discharge line.
- Use a variable frequency drive (VFD) to smooth out the power profile.
Limited to Moderate Pressure Applications
The Issue: The internal clearances and the design of the lobe shafts/ bearings make rotary lobe pumps unsuitable for very high-pressure applications. They are typically used for pressures up to 15-20 bar (≈ 220-300 psi), with some heavy-duty models reaching higher.
Mitigation: For high-pressure needs, consider alternatives like piston pumps or progressive cavity pumps. Always consult the pump’s performance curve and manufacturer specifications for pressure limits.
Requires Relief Valve or Protection System
The Issue: As positive displacement pumps, they will continue to generate flow regardless of downstream pressure. If a discharge line is blocked, pressure will rise until something fails—a burst hose, a damaged seal, or motor stalling.
Mitigation: A pressure relief valve is mandatory. This can be external in the pipeline or an integral, internal relief valve that recirculates fluid back to the suction side. Alternatively, use a VFD with torque or current monitoring to automatically shut down the pump in an over-pressure situation.
Potential for Rotor Wear and Clearance Issues
The Issue: Over time, abrasive fluids can wear the rotors and the pump casing, increasing internal clearances. This leads to slippage (internal backflow), reducing flow rate and volumetric efficiency.
Mitigation:
- Select appropriate wear-resistant materials (e.g., hardened stainless steel, coated rotors).
- Design systems with adjustable clearances (on some industrial models) to restore efficiency.
- Implement a proactive maintenance schedule to inspect and replace worn rotors.

Conclusion: Making the Informed Decision
Rotary lobe pumps are a superb engineering solution that strikes a remarkable balance between gentle product handling and robust, versatile performance. Their pros—gentle action, high viscosity efficiency, reversibility, and easy maintenance —make them indispensable in process industries where product integrity is as important as transfer.
However, their cons—pulsation, pressure limitations, and wear considerations —mean they are not a universal “one-size-fits-all” pump.


