
Key Factors Determining Wholesale Rotary Lobe Pump Prices
The wholesale price of a rotary lobe pump is not arbitrary. It’s engineered into the product. Here are the primary cost drivers:
Pump Construction & Materials of Construction
This is the most significant price factor. The material must be compatible with the pumped medium (food-safe, corrosion-resistant, etc.).
- Stainless Steel (304/316L): The industry standard for hygiene and corrosion resistance. 316L offers superior chemical resistance and commands a higher price.
- Cast Iron: A cost-effective option for non-corrosive, non-sanitary applications like wastewater or certain oils.
- Specialized Alloys: For extreme corrosion (e.g., Hastelloy, Duplex) or abrasion resistance. These can multiply the base cost.
- Housing & Rotor Design: Pumps designed for full CIP (Clean-in-Place) and SIP (Sterilize-in-Place) with polished interiors and quick-release casings are more expensive.
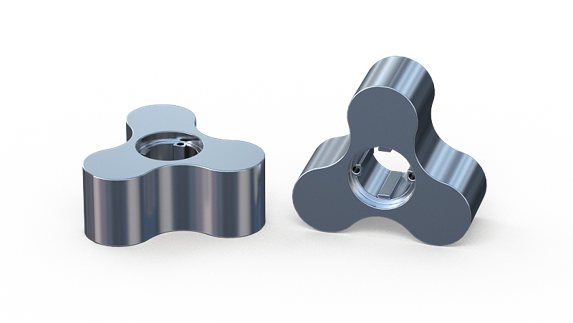
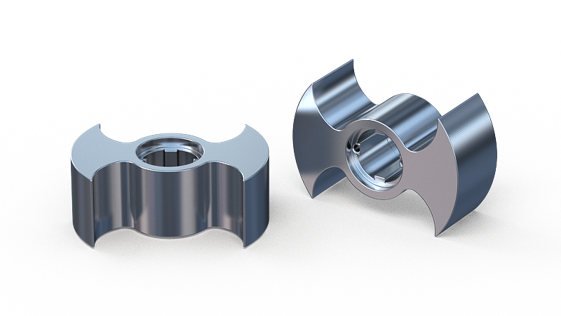
Rotor Technology
The rotors are the heart of the rotary lobe pump.
- Rotor Type: Bi-wing, tri-lobe, or multi-lobe designs impact efficiency and pulsation.
- Rotor Material: Standard stainless steel, coated steel (for abrasion resistance), or elastomer-covered (e.g., EPDM, NBR, FKM). Elastomer-covered rotors allow for tighter clearances and better dry-run tolerance but add cost.
- Timing Gear Location: Externally mounted timing gears (which keep lobes from touching) are standard. Pumps with the gearbox isolated from the product stream are more complex and costly.
Performance Specifications
- Flow Rate (m³/hr or GPM): Larger Rotary lobe pumps designed for higher flow capacities require more material and robust components, increasing price.
- Pressure (Bar or PSI): Pumps built to handle higher discharge pressures need heavier-duty construction, stronger shafts, and more powerful drives.
- Viscosity Handling: Rotary lobe pumps engineered for very high viscosities may require special porting, larger shafts, and more powerful drives.
Sealing Options
The seal prevents product leakage and is critical for safety and hygiene.
- Mechanical Seals: Single, double, or tandem mechanical seals are common. Cartridge double mechanical seals with flush plans (API 682) are premium and add cost.
- Lip Seals: A lower-cost option for less demanding applications.


Order Volume & Wholesale Terms
Genuine wholesale pricing is activated through:
- Large Single Order Volume: Purchasing multiple units at once.
- Frame Agreement: A contractual commitment to purchase a certain volume over time (e.g., quarterly or annually).
- Bundling: Combining pumps, spare parts kits, and service contracts into one negotiation.
Industrial Rotary Lobe Pump Wholesale Price Ranges (Indicative)
Standard 304 SS pump with mechanical seals.
- Small Capacity (0-20 m³/hr):
- Economy/Asian OEM: $1,200 – $3,200 per unit
- Mid-Range/European: $3,200 – $6,400 per unit
- Premium Global Brand: $6,400 – $12,000+ per unit
- Medium Capacity (20-100 m³/hr):
- Economy/Asian OEM: $3,200 – $9,600 per unit
- Mid-Range/European: $9,600- $20,000 per unit
- Premium Global Brand: $20,000 – $40,000+ per unit
- Large Capacity (100+ m³/hr): Prices are highly custom and can range from $24,000 to well over $80,000 based on specifications.
Standard 316L SS pump with mechanical seals.
- Small Capacity (0-20 m³/hr):
- Economy/Asian OEM: $1,500 – $4,000 per unit
- Mid-Range/European: $4,000 – $8,000 per unit
- Premium Global Brand: $8,000 – $15,000+ per unit
- Medium Capacity (20-100 m³/hr):
- Economy/Asian OEM: $4,000 – $12,000 per unit
- Mid-Range/European: $12,000 – $25,000 per unit
- Premium Global Brand: $25,000 – $50,000+ per unit
- Large Capacity (100+ m³/hr): Prices are highly custom and can range from $30,000 to well over $100,000 based on specifications.

Strategic Tips for Wholesale Buyers
Look Beyond the Unit Price: Total Cost of Ownership
The cheapest rotary lobe pump can become the most expensive. Consider:
- Energy Efficiency: A slightly more expensive, higher-efficiency pump can save thousands in operating costs.
- Maintenance & Spare Parts: Check the cost and availability of rotors, seals, and bearings. Standardized parts are cheaper.
- Durability & Downtime: A reliable pump prevents costly production stoppages.
- Service Support: Local technical support is invaluable for troubleshooting and maintenance.
Consider the Manufacturer Relationship
For wholesale buyers, partnering with a manufacturer or an authorized large-scale distributor is key.
- Direct from Factory: Maximizes price advantage but requires strong technical knowledge and may involve longer lead times for support.
- Authorized Wholesale Distributor: Offers a balance of good pricing, local inventory, and technical support.
Define Your Exact Requirements
Create a detailed technical datasheet: fluid name, viscosity, temperature, flow rate, pressure, required MOC, and hygiene certifications. This allows suppliers to quote accurately and avoids costly overspecification.
Conclusion
Securing the right industrial rotary lobe pump price at a wholesale level is a strategic exercise. It moves beyond simple price comparison to an analysis of value, reliability, and long-term operational cost.
By thoroughly understanding the specifications you need, evaluating the Total Cost of Ownership, and building relationships with reputable manufacturers like NEWAFLUIDS or distributors, you can secure a wholesale deal that delivers both immediate savings and lasting performance. Remember, in industrial pumping, the true cost is measured not just in the purchase invoice, but in years of consistent, trouble-free operation.


